Za modele 2000E i 2500E
(Koristi se standardna prižimna ploča za gibke za pripremu maksimalne duljine)
| Materijal | sТ/sВ | Maksimalʹnaâ debljina lista | Naimenʹšaâ visina burtika | Radius |
| Mjagki čelik | 250/320 MPa | 1,6 mm* | 30 mm | 3,5 mm |
| 1,2 mm | 15 mm | 2,2 mm | ||
| 1,0 mm | 10 mm | 1,5 mm | ||
| Alûminij | 140/160 MPa | 1,6 mm* | 30 mm | 1,8 mm |
| 1,2 mm | 15 mm | 1,2 mm | ||
| 1,0 mm | 10 mm | 1,0 mm | ||
| Neržaveûŝaâ čelik | 210/600 MPa | 1,0 mm* | 30 mm | 3,5 mm |
| 0,9 mm | 15 mm | 3,0 mm | ||
| 0,8 mm | 10 mm | 1,8 mm |
*) Samo s dodatnom plastinom, spojenom na gibočnu balku!
Za modele 3200E
(Koristi se standardna prižimna ploča za gibke za pripremu maksimalne duljine)
| Materijal | sТ/sВ | Maksimalʹnaâ debljina lista | Naimenʹšaâ visina burtika | Radius |
| Mjagki čelik | 250/320 MPa | 1,2 mm* | 30 mm | 3,5 mm |
| 1,0 mm | 15 mm | 2,2 mm | ||
| 0,8 mm | 10 mm | 1,5 mm | ||
| Alûminij | 140/160 MPa | 1,2 mm* | 30 mm | 1,8 mm |
| 1,0 mm | 15 mm | 1,2 mm | ||
| 0,8 mm | 10 mm | 1,0 mm | ||
| Neržaveûŝaâ čelik | 210/600 MPa | 0,8 mm* | 30 mm | 3,5 mm |
| 0,65 mm | 15 mm | 3,0 mm | ||
| 0,55 mm | 10 mm | 1,8 mm |
*) Samo s dodatnom plastinom, spojenom na gibočnu balku!
3.3 NABOR KOROTKIH PRIŽIMNYH PLASTINA Dlina:
25;38;52;70;140;280;597;1160 mm
Sve plastike (za kompenzaciju 597 i 1160 mm) mogu se spojiti za savijanje spremnika duljine od 25 mm do 575 mm.
3.4 PROREZNAÂ PRIŽIMNAÂ BALKA
U sklopu postavki može biti uključena posebna prorezana prižimna balka s pazama širine 8 mm i dubine 40 mm, koja omogućuje izgotavljanje proizvoda duljine manje od 15 mm i manje od 1265 mm.
Za dublje proizvode koristite skup kratkih stisnutih ploča.
4.KONTROLʹ̱NYE PARAMETRY OBORUDOVANIÂ
4.1VKLÛČENIE /VYKLÛČENIE POLNOGO PRIŽIMNOGO USILIÂ
Pomicanje sagibne pločice tijekom aktivacije punog utiska, izmjereno je u zadnji dio sagibne pločice 4…6 mm.
Reverzivno kretanje za isključivanje stroja.Izmjeri se u stražnjem dijelu od 90° i trebao bi biti u području od 15° 5°.
4.2UGLOVAÂ ŠKALA
Prikaz na uglom indikatoru, kada je pokretna ploča postavljena na 901.s pomoću inženjerskog kvadrata.
4.3 KORPUS MAGNITA
Bez ploskosti površine magneta max 0,5 mm.Šerohvatnost površine magneta max 0,1 mm.
4.3GIBOČNAÂ BALKA
Ne ravnomjernost radne površine max 0,25 mm.Ne ravnomjernost dodatne balke max 0,25 mm.
4.4OSNOVNAÂ PRIŽIMNAÂ BALKA
Ne ravnomjernost sagibajućeg kraja max 0,25 mm.
Visina podizanja iznad površine osnovne balke nije manja od 3 mm.
Uvjerite se da je pri postavljanju u položaju 1 pokazivača na osloncu balki njezina radna ploča postavljena paralelno balke i zazor je 1 mm.
4.5ŠARNIRY
Provjerite prisutnost namaza na valikama i blokiranim sekcijama.Uvjerite se da šarniri rade lako i slobodno na 180 stupnjeva.
Uvjerite se da se šplinti šarnira ne vrte i zažati držeći gajke.
5.EKSPLUATACIÂ
VNIMANIENIE!
Listogib «Magnabend» razvija usilij osnovnog pritiska u nekoliko tona (vidi tehničke karakteristike).Stan je opremljen s dvije zaštitne blokade.Prvo osigurava korištenje sigurnog prethodnog stiska ispred osnovnog zatvarača, a druga – opuštanje prižimnog balka na visini od 5 mm iznad površine stola prije uključivanja magneta.Ovo osigurava zaštitu od slučajnog upadanja palčeva ispod prižimne kugle pri uključivanju elektromagnetnog prižima.
Samo jedan operater upravlja stankom.Nikogda ne stavite palce pod prižimnu balku.
5.1 NORMALʹ̱NAÂ GIBKA
Uvjerite se da je stan priključen na mrežnu rozetu i uključen.Prižimna balka mora se podnimati i opuskati rukojatkama, smještenim slevama i spravama od stoka.Balka se ispušta i poduzima uz pomoć podignutih štitova, upravljanih ovim rukojatkama.Između potpuno otvorene spojnice i osnovne balke, u središtu stanka ostaje zazor 3…4 mm.
Ako su podignute štitnice pričvršćene u donji položaj, oslobodite ih, pošaljite nazad svaku rukojatku (raspoloženu pod stanicom oko stojke) i opustite ih od sebe.To bi trebalo malo podnijeti prižim balku.Za puno podʹema balki, potânite rukoâtki na sebe do upora.Što bi pustio prižimnu kuglu podajte rukojatke natrag do upore i otpustite.Moraju se učvrstiti u stražnjem položaju.
1.Ustanovite debljinu zapremnine uz pomoć dva vinta, smještenih na stražnjem kromu prižimne balke s leva i sprave.Za provjeru zazora podnesite gibonu ploču na 90° i izmjerite graničnik između krame prižimne pločice i površine gibljive pločice.(Za dobivanje najboljih rezultata ovaj zazor mora biti malo deblji gotovih proizvoda).
2.Stavite zapremnicu pod prižimnu balku.(Pri potrebi možete uspostaviti ograničivače).
3.Opustite prižimnu balku na gotovku.To se može napraviti uz pomoć ruku ili jednostavno nažav na prižimnu balku.Primjedba: unutarnja blokada jamči da se stalak neće uključiti, dok prižim balka nije postavljena na 5 mm iznad površine stola.Ako se prižimna ploča ne ispušta u potpunosti (na primjer, ona se upira u izognutu gotovu), blokada može uspjeti, isključivši električni dio stroja.
4. Pritisnite i držite jednu od tri zelene tipke START ili upotrijebite pritisnuti nožni prekidač.Ovo je privedeno k priloženom naporu prethodnog pritiska.
5.Vtoroj rukoj podnimite jednu od gibočnih rukojatok na mali kut.U rezultatu se uključuje mikropreključivač, pokretač u djelovanju usili osnovnog pritiska.Tipka START (ili nožni prekidač) sada mora biti otpuštena.
6. Načnite izvršiti zagib, nažav na obe ruke pri dostiženiju potrebnog ugla zagiba.(Vo vrijeme teških gibočnih radova potrebna je pomoć asistenta).Ugol zagiba stalno se prikazuje na graduiranoj skali, nanesenoj na pravu rukojatku.Uobičajeno je potrebno postaviti zapremninu na nekoliko stupnjeva više potrebnog ugla za osiguranje naknadnog ispravljanja zagotovke.Za povtorenie zagiba možete ustanoviti stopor pri dostiženii potrebnogo ugla.Kada se pokret gibljive balke promijeni u smjeru, stanica se automatski uključuje.
U trenutku kada uključuje električnu shemu, uređaj stvara impuls suprotnog toka preko elektromagneta, uklanjajući konačno magnetnu moć i omogućavajući odmah podići prižimnu kuglu.
Da biste uklonili zapremninu, postavite pričvrsnu ploču, pomaknite je na vrh i postavite zapremninu za sljedeću zagibu.(Prilikom potrebe, podnesite prižimnu balku iznad uz pomoć jedne od podignutih rukojatok).
VNIMANIE
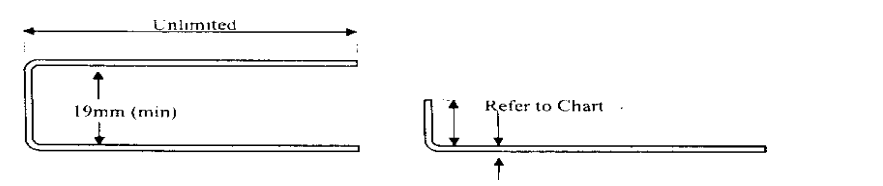
● Za sprječavanje oštećenja krajeva pričvrsne pločice ili gornje površine magnetnog pritiska nemojte stavljati male predmete ispod pričvrsne pločice.Minimalna preporučena duljina zaklopke pri korištenju standardne prižimne pločice – 15 mm (u slučajevima kada je priprema vrlo tanka ili mekana).
● Usilite pritisnuti magnet manje, ako je vruće.Stoga za dobivanje najboljih proizvoda koristite vrijeme potrebno za uštedu, a ne više.
● Ako ste kratko pritisnuli papučicu ili tipku START, a niste započeli proces gibki, prižim balka može ostati primamničen nakon toga, da se kondenzatorske sheme razmagničivanja nisu uspjele napajati.Za njihovo punjenje u ovom načinu potrebno je oko 10 sekundi.Ponovo pritisnite papučicu i držite je tijekom tog vremena, ili započeti proces pripreme.
5.2ISPOLʹ̱ZOVANIE OGRANIČITELEJ
Ograničivači se lako koriste pri velikoj količini zagiba, koji se izvršavaju na jednoj udaljenosti od kraja zapremnine.Nakon jednokratne instalacije niza ograničenja može se izvršiti bilo koji broj zagiba bez potrebe mjerenja ili mjerenja pripreme.
Obično se ograničavači koriste u obliku brusova, smještenih na takav način, kako bi se oblikovala duža površina, koja se spaja s kramom za izradu.Ako nema odgovarajućih bruskova, možete koristiti nadstavku za gibočnu balku.
NAPOMENA: Ako je potrebno postaviti ograničivače ispod prižimnog balka, zajedno s ograničivačima možete upotrijebiti traku lisnog metala iste debljine, što i zatvaranje.
5.3ZAGIBANIE KROMKI
Tehnika koja se koristi za zaštitu metalne ploče ovisi o njegovoj debljini iu nekoj mjeri o njegovoj duljini i širini.
Tonki listovi (do 0,8 mm)
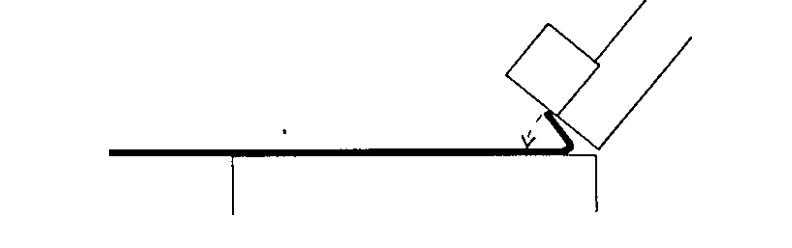
1.Proizvodi se normalno, ali provodi gibku koliko god možete dalje (135).
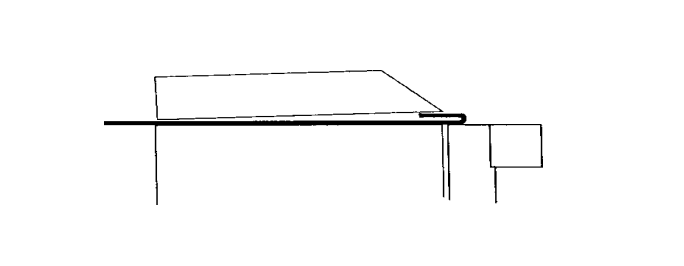
2. Snimite prižim balku, metalni list na stanu podvijte natrag otprilike na 10 mm.Zatim gibljivom pločom napravite «dogibku» kroma.(Prižimnuû balku primijeniti ne nužno).
Napomena: nemojte pokušavati raditi uzke zagibe na tolikim metalnim listovima.
3.Pri radu s tolstim metalnim listovima, u slučajevima, ako kromka nije vrlo uzka, moguće je postići više punog zagiba uz uvjete korištenja prižimne balke.
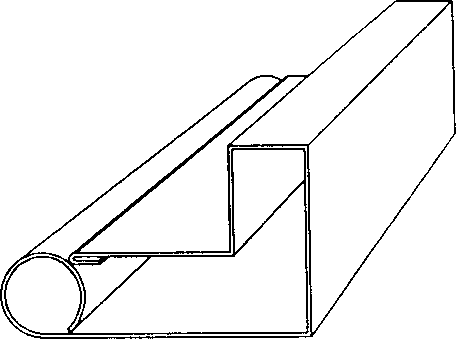
5.4ZAKRUGLENNYJ KRAJ
Zaokruženi konci formiraju se nanošenjem čeličnog lista na čelični cilindr različite debljine.
1.Razmjestite metalni list, steznu kuglu i čelični cilindr tako, kako je navedeno na crtežu.
a) Uvjerite se da prižim balka ne prekriva prednju stranu stroja u točki a , budući da će u tom slučaju magnetni potok proći mimo metalnog cilindra i stisnuta sila biti previše mala.
b) Uvjerite se da se metalni cilindri nalaze na čeličnom prednjem dijelu stroja, a ne na aluminijskoj strani, koja se nalazi malo ispod.
s) Priključna ploha sastoji se u smjeru magnetskog polja unutar metalnog cilindra.
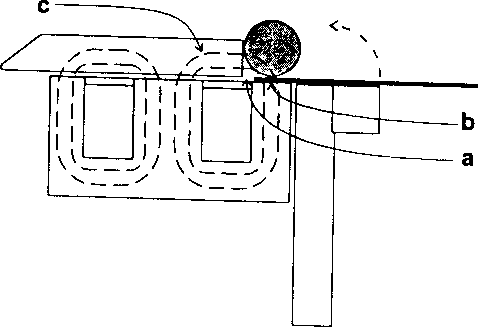
2. Zabilježite metalni list kako možete dalje, nakon čega ga prebacite kako je navedeno na crtežu.
3. Ponovite djelovanje 2, ako je potrebno.
5.5 POPIS PROBNIH METALIČKIH
U svrhu više potpunih oznaka s Vašim stanjem i temama operacija koje on može izvesti, preporuča se izvršiti radnje opisane u nastavku:
1. Odaberite metalnu ploču od mekog čelika ili aluminija debljine 0,8 mm i izrežite gotovu veličinu 335 mm na 200 mm.
2.Razmetnite linije na listi metala kako je navedeno ispod:
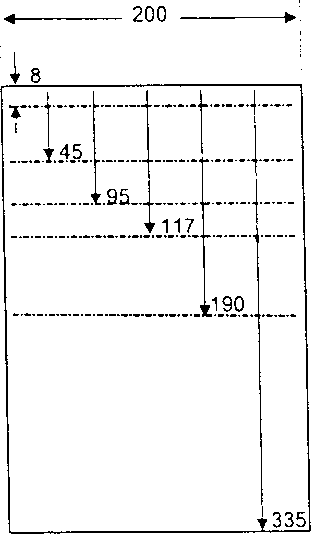
3. Izvucite liniju sgiba 1 i napravite zagib kroma lista (Smotri Zagibanie kroma ).
4. Zavrnite metalni list i postavite ga ispod pričvrsne kugle tako da zavrnuti kraj bude usmjeren na vašu stranu.Premjestite pričvrsnu kuglu naprijed i poravnajte liniju savijanja 2. Stavite spremnik na kut 90.Probni će list izgledati na sljedeći način:
5.Perevernite metalni list i napravite zagibe 3, 4, 5, svaki na ugao 90.
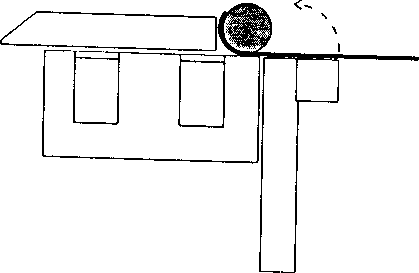
6. Za završetak oblika zavjerite ostavšujusâ dio lista na čeličnom cilindru promjera 25 mm.
Odaberite steznu ploču ukupne duljine 280 mm i razmjestite je, zapremninu i čelični cilindr kako je ranije navedeno u odjeljku «Zaokruženi kraj» .
Učvrstite desnu ručku čeličnog cilindra i napravite prethodni zatvarač pritiskom na tipku START leve ruke.Zatim desnom rukom zategnite ručku (nakon ovog gumba START možete otpustiti).Zavrnite pripremu kako možete više
(oko 90 ).Odložite gotovu (kao što je navedeno u odjeljku zaokruženi kraj ) i zatvorite još.Nastavite sa zavrtanjem liste dok se on ne zatvori u potpunosti.
Probna forma gotova:
5.6ÂŜIKI
Postoji mnogo načina za izradu spremnika.«Magnabend» idealno pristaje za stvaranje ove cjeline, posebno kada je potrebno složene kutije, budući da korištenje kratkih prižimnih ploča značajno ubrzava izvođenje složenih kutija.
5.6.1Prostye âŝiki
1. Napravite prva dva sgiba, koristeći dugu prižimnu balku kao pri normalnoj gibki.
2. Odaberite jednu ili nekoliko kratkih užih ploča i razmjestite ih kako je navedeno na crtežu.(Nije ih potrebno točno podizati po duljini, budući da će se izgradnja izvršiti s manjom mjerom u 20 mm promjera između spojnih ploča).
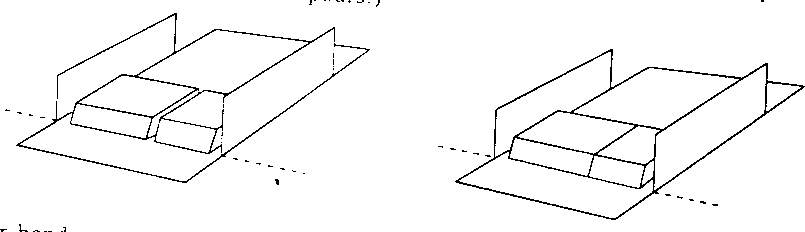
Za sgibove duljine do 70 mm, odaberite veću plastinu koja se podojde.Za veću duljinu sagiba može se koristiti nekoliko prižimnih ploča.Odaberite samu dužu plastinu, koja se podiže, zatim još jednu, koja se nalazi u obrazovanom prolazu i, moguće, još jednu za postizanje potrebne duljine.
Za višestruke spojeve moguće je spojiti kratke stezne ploče u jednu steznu kuglu koja vam je potrebna.Ako jastučići imaju nizak kraj i kod vas postoji prorezana sgibajuća balka, moguće je da će se jaćice brže izraditi na takav način, kako je navedeno u stranici Izrada podnosova .
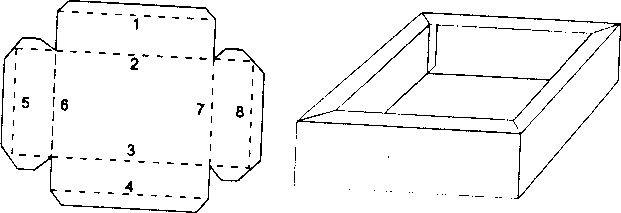
5.6.2 Jaŝiki sa zakrivljenim vovnutrim krajevima
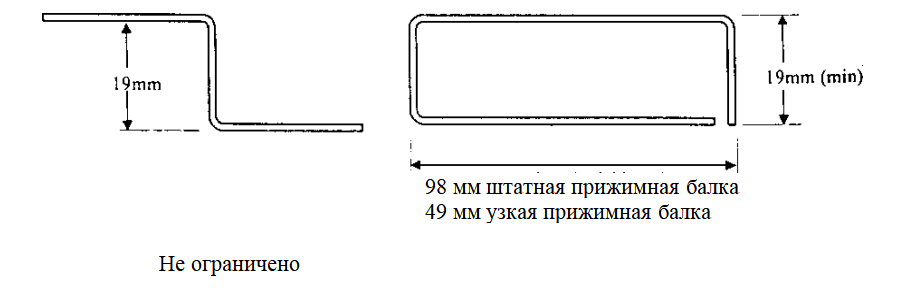
Jačići sa zatvorenim unutrašnjim krajevima mogu biti izrađeni pomoću standardnog skupa steznih ploča na takav način, ako je izmjereno veće od širine same stezne ploče (98 mm).
1.Iskoristite štatnu prižimnu loptu, ispunite sgibove 1,2,3 i 4.
2. Odaberite kratku stisnutu plastinu (ili, moguće, dvije-tri plastine, spojene zajedno).Duljina mora biti koroče, po krajnjoj mjeri debljine zagiba, što je širina same kutije (što bi se nakon toga moglo izvući).Napravite sgibove 5,6,7 i 8.
5.6.3Jaŝiki s odvojenim krajevima.
Jačina, izrađena s odvojenim krajevima, ima niz prednosti:
-on ekonomit materijal, ako je u kutiji duboki kraj
-v ovom slučaju ne nado podgonâtʹ ugly
-sve razreze možete napraviti uz pomoć giljotina
-sve sgibi mogu biti napravljeni pomoću štatne prižimne balke.
I niz nedostataka:
-trebamo raditi više sgibova
-veći broj uglova mora biti spojen
-više metalnih uglova i kreplenij vidljiv na gotovom spremniku.
Za izradu takvog spremnika potrebno je:
1. Pripremite obrazac kako je navedeno na crtežu.
2.Izradite četiri prva sgiba na osnovnoj pripremi.
3.Zatem izvršite četiri sgiba na svaku od bokovih gotovih dijelova.Pri provedbi svakog sgiba postavite uski kraj bočne zagotovke ispod prižimne plastine.
4.Soberite âŝik.
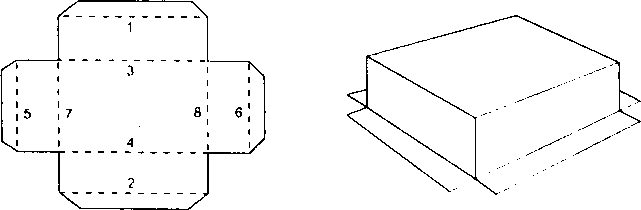
5.6.4Jaŝiki s jednostavnim uglama
Jaščice s jednostavnim uglama i zagibima koji se pojavljuju jednostavno su izrađene, ako su duljina i širina veće od širine nazivne prižimne ploče (98 mm).
1.Podgotovʹte formu.
2.Koristeći štatnu prižimnu kuglu napraviti sgibove 1,2,3 i 4.
3. Stavite kraj pripreme pod prižnu kuglu za izvođenje sgibova 5 i 6.
4. Ispolʹzuûŝie prikladno kratkie prižimnye plastiny sgiby 7 i 8.
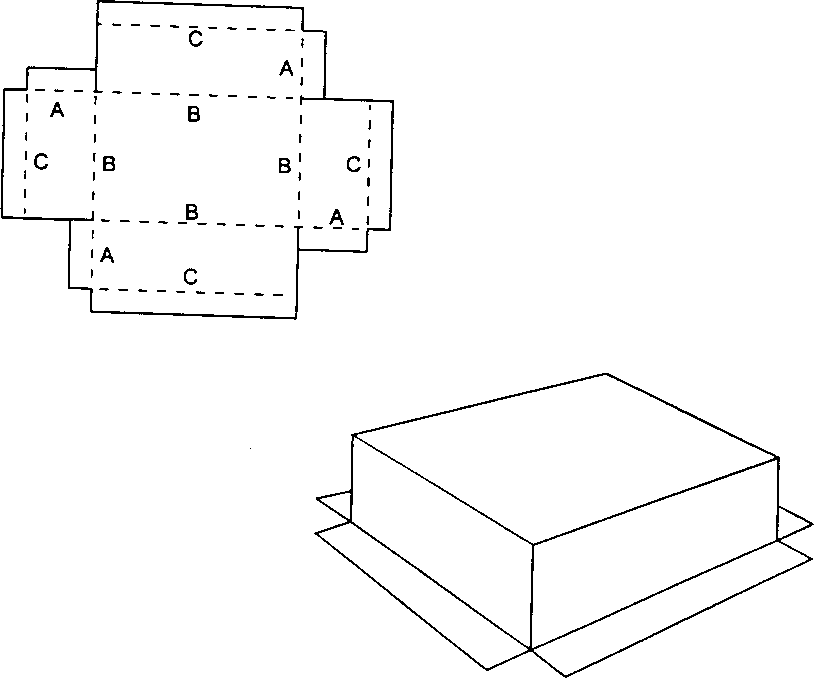
5.6.5 Âŝik s perekryvaûŝimisâ uglami
Pri izradi takvog spremnika bez upotrebe pojedinačnih kraeva potrebno je pridržavati se pravilne sekvencije sgibova.
1.Pripremite formu s razmetkom sgibova kako je navedeno na crtežu.
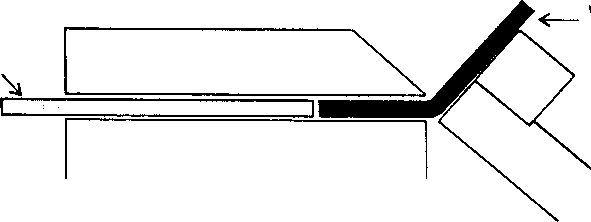
2. S jedne strane duge prižimne plastine ispunite sve sgibove A pod uglom 90.Ovo je bolje napraviti, podstaviti zakrivljene krajeve pod prižimnu plastinu.
3.S ovoga i kraja duge prižimne plastine spustite pod uglom 45.Starajtesʹ podstavitʹsâ pod prižimnuû plastinu ne dno âŝika, a ego kraj.
4. S druge strane duge prižimne plastine napravite sgibove pod uglom 90.
5. Iskoristite odgovarajuće kratke prižimne plastine, završite sgibove V do ugla 90.
6.Soedinite ugly.
Sjetite se da je duboke kutije bolje izgotavljati s odvojenim krajevima.
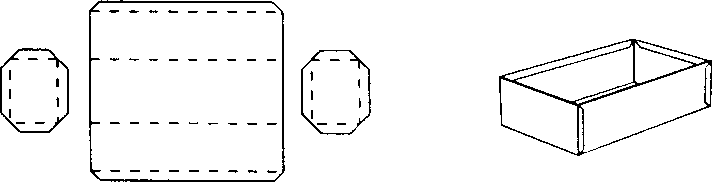
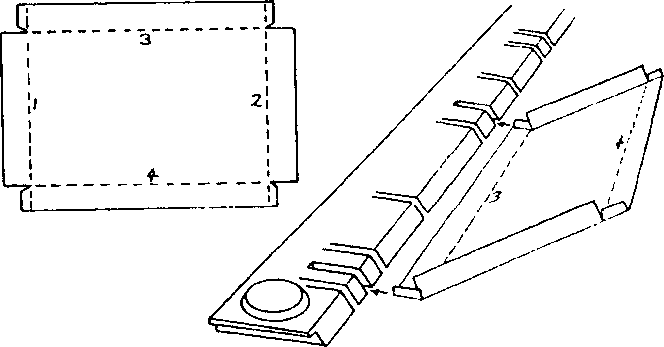
5.7PROREZNAÂ PRIŽIMNAÂ BALKA Izgotovlenie podnosov
Prorezana prižimna balka, ako je uključena u kompletnu postavku, idealna je za brzu i točnu izradu mekih podnosova i poddonova.Prednost prorezne balke ispred skupa kratkih plastina sastoji se u tome da se sgibaema linija automatski poravnava sa stankom.Tema ne manje, kratke stisnute plastine mogu se iskoristiti za izradu podnosa neograničene dubine i, bez svake uspomene, bolje pristupiti izradi složenih oblika.
Namjestite na takav način da pripremite podnožje dimenzija navedenih u odjeljku tehničkih karakteristika s popravkom plus-minus 10 mm.Pri izradi podnosa trebate odabrati i upotrijebiti dva paza, udaljenost između njih odgovara veličini izgotavljenog podnosa.
Za izradu mekog (neglubokog) podnosa
1.Zabilježite dvije protupoložne strane i uglove, koristeći proreznu prižimnu loptu ne obraćajući pažnju na pazu, oni neće imati utjecaj na kvalitetu sgibova.
2.Zatem vyberite dva paza, između kojih ćete zagibati ostale dvije strane.To se čini vrlo lako i nevjerojatno brzo metodom podbora dviju pazova, udaljenih drugog od drugog na potrebnoj udaljenosti.
3. Ako postavite kraj podnožja ispod spojnog balka između dvije odabrane paze, proizvedite ostatke sgibova.Ranije zakrivljene strane će se pojaviti u odabranim Vašim pazama kada će posljednji sgibovi biti završeni.
Prilikom izrade podnosa, duljina kojih gotovo dostiže duljinu prižimne balke, moguće, treba upotrijebiti umjesto paze jednu od njezinih strana.
5.8OGRANIČITELI (UPORY) Korištenje ograničenja
Ograničivači se koriste u tim slučajevima, kada je potrebno napraviti veliki broj sgibova, svi iz kojih se moraju nalaziti na jednoj udaljenosti od krajnjih priprema.Nakon pravilne instalacije ograničavača, bilo koji broj sgibova može se proizvesti bez dodatnih mjerenja i mjera pripreme.
Obično se koriste ograničivači, kada se ploča nalazi nasuprot njih, kako bi se stvorio dovoljan prostor za izravnavanje krajnjih gotovih dijelova.Bilo kakva specijalna dopunska ploča ne ulazi u kompletne postavke, ali možete koristiti udlinitelj gibočne balke.
Napomena: ako je potrebno postaviti graničnik ispod pričvrsne ploče, to može biti napravljeno zajedničkom uporabom graničnika i trake metalnog lista iste debljine, kao i sama priprema.
5.9TOČNOST
Provjera točnosti Vašeg stanja
Sve radne površine «Magnabend» moraju biti ravne i glatke s dozvoljenom pogrešnošću do 0,2 mm po cijeloj površini.
Najvažniji aspekti:
1.Rovnost radne površine sgibajuće balki.
2.Rovnost sgibajućeg kraja prižimnoj plastiny.
3. Paralelnost ovih dviju površina.
Ove površine se mogu provjeriti točnim izravnim ugoljnikom, ali postoji i drugi metod odnošenja ovih površina u odnosu na drugoga prema drugome.Za ovo:
1. Okrenite gibljivu kuglu na 90 i držite je u ovoj poziciji.(Balka može biti učvršćena u ovoj poziciji postavljanjem zažimog ograničivača na stražnjoj strani uglove polzunke ručke).
2.Provjerite udaljenost između gibajućeg kraema prižimne balke i radne površine gibljive balke.Koristeći postavke opore prižimne balke, postavite udaljenost veličine 1 mm na svakom kraju.(Iskoristite kusoček metalnog lista ili щуp).
Uvjerite se da je udaljenost jedanakova na cijeloj otpornosti prižimne balke.Rashodi moraju biti ne više od 0,2 mm.Samo rastojanje ne smije biti veće od 1,2 mm i manje od 0,8 mm.(Ako postavke prikazuju različite veličine, postavite ih kako je navedeno u stranici Usluge i ulaz .
Napomena:
a) Prjamolinearnost prižimne plastine po vertikali (na vide ispred) nije važna, budući da se ona izjednačava nakon uključivanja prižimajuće sile magnetnog potoka.b) Udaljenost između gibljive ploče i kućišta magneta, kada se ploča nalazi u uobičajenoj poziciji, trebala bi biti oko 2 3 mm.Ova udaljenost ne utječe na točnost savijanja.
s) «Magnabend» može izvršiti oštre sgibove i više tankih listova, kao i takve materijale, poput aluminija i meda.U isto vrijeme pri gibku više tolikih listova, a također i takvih materijala, kao što su obični i nerđajući čelik, ne planirajte dobivanje oštrih uglova.(Promotrite odjeljak Tehničke karakteristike ).
d) Jednostruki oblik sgiba na više tolikih listova može se postići korištenjem izlaza tog lista, iz kojeg je izrađena zapremnica za popunjavanje slobodnih prostora ispod prizemnog balkona.
6. OPSLUŽIVANJE I UHOD RADNE POVRŠINE
Ako se na radnim površinama pojavi nalet ržavčine, ona se zakiselila ili oštetila, može se obnoviti.Povišenosti u ovom slučaju treba obraditi škurku R200, nakon što se nanese posebno zaštitno pokriće, na primjer CRC 5.56 ili RP7.
Smazka petel gibočnoj balki
Ako se «Magnabend» stalno koristi, potrebno je smazyvati petli ežemjesečno.Ako se stan ne koristi vrlo često, podmazivanje ovih dijelova može se proizvesti reže.
Dva otvora za podmazivanje nalaze se na osnovnoj šarnirnoj pliti petli.Sferična oporna površina također mora biti namazana.
Postavke
Postavke u oporištu pričvrsne pločice namijenjene su postavljanju izolacije u ovisnosti o debljini gotovih dijelova, između sklopljenih spojnih pločica i gibljive pločice.Postavke se postavljaju u tvornici i odgovaraju debljini izrade od 1 mm u položaju «1» .Ako su ove postavke bitne, potrebno je izvršiti podešavanje sljedećim redoslijedom:
1.Držite gibočnu kuglu u položaju 90 stupnjeva.
2. Postavite čahuru od metala debljine 1 mm na svaki kraj između spojnog krama prižimnog sloja i spojnog balona.
3. Ne obraćajte pozornost na razmjenu, vraćajuće ručke za podešavanje na osloncu, zažmite metalne kusočke između gibajućeg kraema prižimne i gibljive balke.
4.Pomoću posebnog šestgranog ključa od 3 mm, ostrožno oslabite instacionarni vijak za oslobađanje prstena s nasečkom jednom iz oslonca.Zatim okrenite prsten na ovaj način, da bi se nasečka pokazala 1 .Izradite to bez vraćenja unutarnjeg korpusa.Zategnite ustanovnu vintu.
5. Ponovite to djelovanje za drugu podršku.
Područinene šarovye pâtki opora mogu zalipati, ako u njima padnu grâzʹ.Ako se to dogodilo, ustranite problem putem nadavljivanja i otpuštanja petki oslonca tupym predmetom pri istodobnom smazivanju njegovog prodiranja smaza tipa WD-40.
7.VOZMOŽNYE NEISPRAVNOSTI
7.1 Za određivanje karaktera neispravnosti izvršite sljedeće operacije:
1. Uvjerite se da je stanje uključeno putem vizualnog nadzora indikatorske lampe isključitelja napajanja.
2.Ako je uključeno napajanje, no stan ne radi i pri tome se grije katuška elektromagnita, moguće je da je izrađen termopredohranitelj.V étom slučaju podoždite, poka stanok ostynet (okolo polučasa), zatim ponovite poпытku.
3. Dvostruki ugrađeni sigurnosni mehanizam zahtijeva da se gumb START pritisne nakon što ste započeli proces gibki.Ako ste prvo potânuli ručku, stan neće raditi.To se može dogoditi iu slučaju ako je gibočna balka znatno pomjerena od početnog položaja.U ovom slučaju pred zapuskom postavite je u krajnji donji položaj.Ako se problem ponovi, to moguće, ryčag uglovnog isključitelja treba u postavkama.
4. Nepravilna radna tipka START.Pokušajte zapustiti stalak s nožnom pedalom.
5.Ako je uključeno napajanje, ali stan ne radi, također provjerite spoj elektroničkog modula i katuški elektromagneta.
6. Ako pri pritisku tipke «START» ne dolazi do prethodnog stiska balke, ali pri podnjači ručke gibljive balke (na početku procesa gibki) uključuje se osnovni stisk i kod otpuštene tipke «START» se ne uključuje, potrebno je zamijeniti kondenzator od 15 mF.
7.Ako srabite vanjski automat za zaštitu elektrosetova, najvjerojatniji uzrok je neispravnost izravnavanja.
7.2 Suština je lagana (predvaritelna), ne puni pritisak:
1. Uvjerite se da mikropereključatelj, smješten u jednoj četvrti petelja gibočne balke, srađuje ispravno.Njegovo uključivanje proizvodi se kvadratnoj latunnoj
detalj – tolkatel, spojen s mehanizmom indikacije ugla.Pri podnâtii ručki.gibočna balka se vrti i prenosi vraćanje tolkatelu, tolkatel uključuje mikropereključatelj unutar elektroničkog modula.Postavite ručku naprijed i nazad.Morate snimiti mikropreključivače.Ako nema štelića, premjestite gibočnu balku na taj način da bi se vidio tolkatel.Premjestite balku gore – dolje, uređaj se mora vratiti u odgovor na svoje kretanje (poka ne ulazi u zatvaranje s ograničenjem).Ako se to ne dogodi, možda mu je potrebno više sklopljene sile s osju.To je, kao pravilo, povezano s dva vijka M8 na krajevima tolkatelja, koji ne mogu biti zategnuti do kraja.Ako se tolkatel vrti i dobro ulazi u spajanje, ali ne uključuje mikropereključač, potrebno mu je podešavanje.Za ovo isključite stanicu iz mreže, a zatim snimite ploču s električnim ulazima.Trenutak uključivanja može se regulirati vraćanjem vijka, koji prolazi kroz tolkatel.Ovaj vijak mora biti reguliran na taj način, kako bi mikropreključivač klizio, kada se donji kraj gibljive balke podigne na udaljenosti od oko 4 mm (regulacija se također može proizvesti savijanjem mikropreključača).
2. U slučaju da mikropereključatelj ne radi pri ispravnom tolkatelu, on treba u zamjenu.
3. Ako je vaš stan opremljen pomoćnim prekidačem, uvjerite se da je postavljen u NORMALNOM položaju.U položaju AUX CLAMP stalak će se izvesti samo prethodno zatvaranje.
7.3 Zažim se dobro proizvodi, ali zažimna balka se ne pripisuje nakon izvlačenja stanja.
To ukazuje na neispravnost razmagničivaûŝej cepi.Vjerojatno je uzrok izlaz iz otpornika 6,8.Također provjerite sve diode i isključite moguće «zapaljivanje» kontakata u releu.
7.4 Stanok ne sgiba listove velike debljine.
1. Uvjerite se da debljina metala i dužina linije odgovaraju tehničkim karakteristikama Vašeg stroja.Također provjerite da li je pri saginjanju 1,6 mm zatvaranje udubne ploče čvrsto pričvršćeno na gibljivu ploču po cijeloj dužini bez stupnja i minimalna visina zakrivljene ploče nije manja od 30 mm.To znači da se metalni list od manje od 30 mm pojavio za kraj prižimne ploče.Više niskih pločica moguće je napraviti u tim situacijama, kada je dužina giba koroče dužine stana.
2.Ako obrađeni list metala ne zauzima prostor ispod prižnog balkona na cijeloj dubini, to se može povući na radni stan.Za najbolji rezultat ispunite slobodan prostor slojevima metalnog lista, debljine koje su jednake debljini obrađene završne obrade.Za bolje prižimanje koristite trake od stali, čak i ako sama priprema nije stalna.
To je također najbolji način da napravite uzku ploču za pripremu.
8. GARANTIJNYE OBÂZATELʹ̱STVA
Proizvođač jamči kvalitetnu izradu i rad stroja za gibke
«Magnabend» i pribor k njemu.Rok jamstva iznosi 12 mjeseci nakon dana prodaje.
Naše obveze u okviru jamstva ograničenog popravka ili zamjene neispravnih uzroka i agregata ne šire se na štetu uzrokovanu pogrešnim korištenjem ove opreme.
Ovo se jamstvo ne distribuira u slučajevima izlaza opreme iz stroja, koji su povezani s korištenjem uređaja koji nije propisan, lošim ili pogrešnim korištenjem, kao i porcije opreme tijekom transporta.Isključuju se i slučajevi nepredusmotrenog popravka opreme i poremećaja zahtjevanih ovih uputa.
Vraćanje opreme mora se provesti u skladu s pravilima prijevoza.
Završetak informacija:
Model Serijski broj Data kupnje
Adresa i ime dilera
Prilog 1.
Minimalno prihvatljiv radijus izgiba za dijelove od čeličnog lista.
AWF 7965 DIN 6935 (10.75)
| Maksimalʹnaâ debljina u mm | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Stal s minimalnim opsegom sposobnosti na razryv N |mm² | Minimalno prihvatljiv radijus izgiba u mm | |||||||
| do 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 … 490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 … 640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
Prilog 2.
ÉLEKTROSHEMA
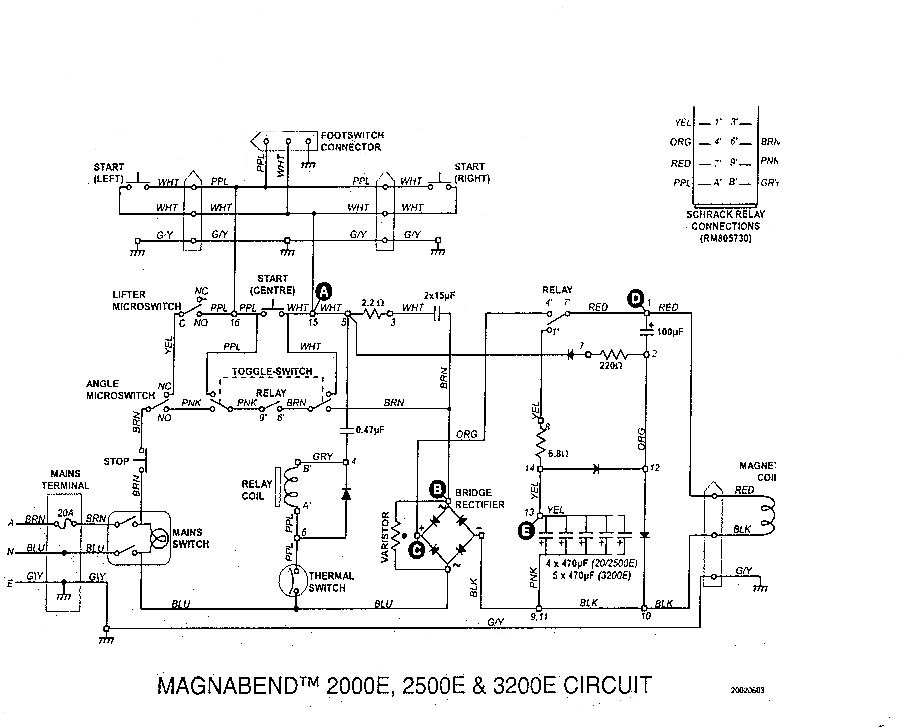
| Tablica kontrole naprezanja | |||||
| AS (V) | DC (V) | ||||
| Izmjerâtʹ otnosno provoda | Goluboj | crni | |||
| Kontrolnaâ točka | A | B | C | D | Е |
| Režim «predvaritelʹnyj prižim» | 240 | 25 | +25 | +25 | -300 |
| Radni režim | 240 | 240 | +215 | +215 | -340 |
VNIMANIE:
Pri povezivanju pridržavati se faze:
-smeđi provod – faza;
-goluboj provod – nolʹ;
-zeleno-želtyj provod – zemlja.
Vrijeme objave: 13. rujna 2022